
































 ogłaszają strategiczną współpracę, aby przyspieszyć rozwój centrów danych AI")














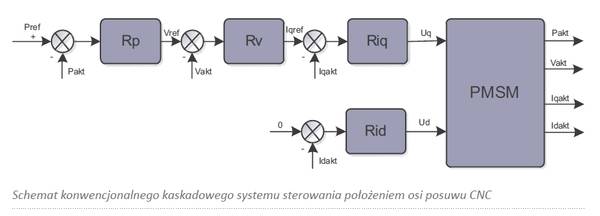
Większość stosowanych w przemyśle systemów sterowania osiami posuwu obrabiarek CNC to rozwiązania oparte na architekturze zamkniętej. Oznacza to, że zostały tak zaprojektowane, aby uniemożliwić użytkownikowi końcowemu dokonywanie jakichkolwiek zmian w algorytmach sterujących maszyny. Konwencjonalny kaskadowy układ sterowania osią posuwu maszyny CNC ma wiele ograniczeń, przez co utrudnione jest tworzenie nowych rozwiązań zapewniających poprawę jakości wykonywania ruchów urządzenia.
W ostatnich latach kilku producentów systemów sterowania zaprezentowało swoje rozwiązania o otwartej architekturze, ale nie spotkały się one z aprobatą klientów. Systemy sterowania czasu rzeczywistego o otwartej architekturze zapewniają użytkownikowi dokonywanie modyfikacji algorytmów składowych systemu sterowania, aby poprawić parametry pracy urządzenia CNC na wysokim poziomie funkcjonalnym modelu. Z tego powodu prowadzonych jest wiele badań. W artykule opisano nowatorską koncepcję zaimplementowania dodatkowo mierzonych oraz cyfrowo przetworzonych sygnałów pochodzących z obróbki w pętlę sterowania cyfrowego serwonapędu osi posuwu maszyny sterowanej numerycznie.
Stanowisko laboratoryjne
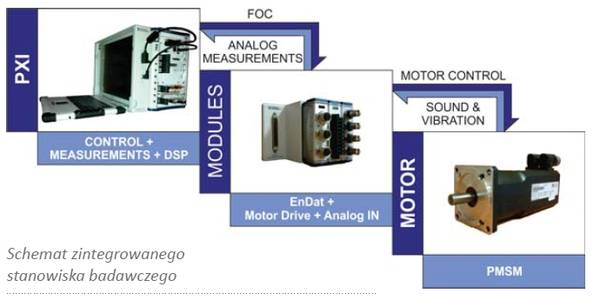
Stanowisko laboratoryjne, na którym przeprowadzono badania, zostało stworzone z wykorzystaniem rozwiązań sprzętowych oraz programowych firmy National Instruments. Sterowanie, pomiary oraz cyfrowe przetwarzanie sygnałów zostało zaimplementowane na platformie PXI, wyposażonej w specjalnie do tego celu dedykowane moduły. Pomiary położenia wału silnika (EnDat 2.1) wykonano z wykorzystaniem modułu enkoderowego, akwizycji sygnałów wibracji oraz ciśnienia akustycznego dokonano w wysokiej rozdzielczości z użyciem modułu analogowego NI 9234. Algorytm sterowania wektorowego (FOC) został zaimplementowany w module FPGA sterownika (NI PXI 7854R), dzięki czemu można było uzyskać dużą wydajność wykonywanego kodu. Sterowanie silnikiem PMSM odbywało się z użyciem modułu NI 9502, zdolnego do wytworzenia 4 A ciągłego prądu wyjściowego. System sterująco-pomiarowy podłączony został do autonomicznej osi posuwu obrabiarki CNC w celu wykonania serii testów.
Pomiary dźwięku i wibracji w pętli sterowania osią posuwu
Wibracje są integralną częścią każdego systemu dynamicznego. Pojawiają się w zespole posuwowym obrabiarki CNC z wielu powodów, np. prędkości obrotowej serwonapędu, drgań strukturalnych itp. Osie posuwu wykorzystywane są do pozycjonowania elementów maszyny, w których mocowane jest narzędzie oraz przedmiot obrabiany, w stosunku do pożądanych lokalizacji, dlatego ich dokładność pozycjonowania i prędkość determinują jakość oraz wydajność procesu obróbki. Z tych powodów bardzo ważne jest, aby zdiagnozować moment oraz przyczynę powstawania wibracji. Ich monitorowanie to jedna z najczęściej wykonywanych czynności w diagnostyce maszyn ze względu na niskie koszty oraz prostotę implementacji.
Energia mechaniczna drgań układu obrabiarki jest zamieniana w energię akustyczną na styku dwóch ośrodków maszyny i powietrza. W sygnałach akustycznych mierzonych w otoczeniu obrabiarki zawarte są informacje o stanie procesu. Do pomiaru stanu dynamicznego urządzeń wykorzystuje się przetworniki ciśnienia akustycznego. W przypadku obrabiarek są to zazwyczaj mikrofony kierunkowe, skierowane w obszar skrawania. Ze względu na występowanie zjawisk związanych z pracą osi posuwu w niskich pasmach częstotliwości możliwe jest stosowanie nawet nieprofesjonalnych mikrofonów.
Pomiary dźwięku i wibracji często wykorzystywane są w diagnostyce maszyn sterowanych numerycznie. Główną zaletą jest koszt w stosunku do informacji diagnostycznej zawartej w danym sygnale. Identyfikacja powstających wibracji zapewnia zwiększenie precyzji pozycjonowania osi posuwu obrabiarki, sygnały ciśnienia akustycznego dają możliwość wykrycia niepożądanych stanów pracy urządzenia czy awarii.
Implementacja sygnałów diagnostycznych w kaskadowym systemie sterowania położeniem osi posuwu CNC
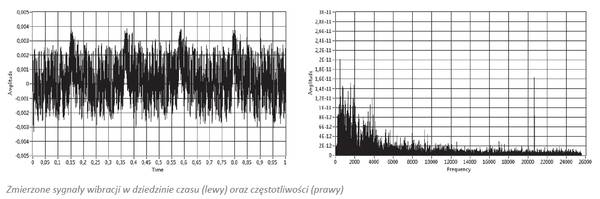
Zadaniem zewnętrznego bloku DSP, dodanego do konwencjonalnego kaskadowego systemu sterowania położeniem osi posuwu CNC, jest obliczenie dodatkowego sygnału podsterowującego jeden/kilka/każdy regulator składowy kaskady bądź wartości zadanej położenia. Pomiary wykonywane podczas pracy urządzenia przetwarzane są za pomocą algorytmów DSP zarówno w dziedzinie czasu, jak i częstotliwości. Ze względu na wykonane wcześniej pomiary zachowania się osi posuwu obrabiarki niechciane stany pracy oraz wybrane warunki awarii urządzenia są znane. Bazując na tej wiedzy, stworzono system monitorujący sygnały wibracji oraz dźwięku, obliczający na ich podstawie dodatkowy sygnał sterujący dla regulatorów w razie, gdy zajdzie potrzeba jego wykorzystania.
Aby zapewnić najszybszą możliwą wykonywalność kodu oraz deterministyczność, wszystkie algorytmy zostały zaimplementowane w module FPGA, co ma dodatkowo zagwarantować utrzymanie reżimu czasu rzeczywistego w systemie. Ze względu na rodzaj zastosowania oraz typ silnika opisywanego rozwiązania do testów wybrany został algorytm sterowania wektorowego. Dzięki temu możliwe było zapewnienie dużej wydajności w całym przedziale działania oraz precyzyjna dynamiczna kontrola prędkości oraz momentu obrotowego. Sygnały korekcyjne były tworzone w oparciu o wyliczenia algorytmów RMS, FFT oraz PSD, z analogowych pomiarów sygnałów dźwięku i przyspieszeń. Dodatkowy sygnał korekcyjny doprowadzany był do regulatora zgodnie z czasem wykonywania się pętli.
Zaimplementowana nowatorska koncepcja systemu sterowania czasu rzeczywistego osią posuwu maszyny sterowanej numerycznie, o otwartej architekturze, uwzględniająca pomiary wibracji oraz dźwięku powstających podczas operacji obróbki, miała udowodnić możliwość ulepszenia wykonywania się pętli sterowania w stosunku do obecnie powszechnie stosowanych rozwiązań. Sygnał korekcyjny obliczany na bazie dokonywanych pomiarów zapewnia utrzymanie wysokiej jakości regulacji. Implementacja z wykorzystaniem technologii FPGA umożliwia wykonywanie się algorytmów w czasie rzeczywistym w sposób deterministyczny.
Celem stworzenia opisywanego stanowiska badawczego było udowodnienie przydatności stosowania dodatkowych bloków korekcyjnych dla rozwiązań powszechnie stosowanych w przemyśle. W przyszłości prace będą ukierunkowane na zwiększenie odporności systemu.