
































 ogłaszają strategiczną współpracę, aby przyspieszyć rozwój centrów danych AI")














Integracja CAD/PLM z ERP: automatyzacja przepływu BOM między konstrukcją a produkcją
Inżynierowie projektują genialne produkty, a systemy ERP bezbłędnie produkcją oraz planowaniem zasobów. Dlaczego więc na styku tych dwóch światów tak często dochodzi do produkcyjnego chaosu? Winny jest brak przepływu pomiędzy biurem konstrukcyjnym, a produkcją czyli konflikt na linii: eBOM kontra mBOM. Dowiedz się, jak dzięki inteligentnej integracji PLM/ERP od Visiativ trwale wyeliminować błędy ludzkie, drastycznie ściąć koszty ukryte i zyskać pełną kontrolę nad zmianami konstrukcyjnymi w czasie rzeczywistym.
Dlaczego problem pojawia się właśnie na styku CAD/PLM i ERP?
W firmach produkcyjnych dane o produkcie powstają najczęściej w dziale konstrukcyjnym. To tam projektowane są modele 3D, rysunki 2D, złożenia, konfiguracje, rewizje oraz podstawowe informacje techniczne, takie jak materiał, masa, numer części czy powiązania między komponentami. Naturalnym miejscem zarządzania tymi danymi jest system PDM lub PLM.
Z drugiej strony, produkcja, zakupy, magazyn, planowanie i kontroling pracują przede wszystkim w systemie ERP. To tam dane techniczne stają się podstawą do zamówień materiałów, planowania produkcji, kalkulacji kosztów, zarządzania zapasami i rozliczania realizacji.
Problem pojawia się wtedy, gdy oba światy są rozdzielone. Konstrukcja posiada aktualną dokumentację, ale ERP nie otrzymuje jej automatycznie. Albo otrzymuje ją z opóźnieniem, w uproszczonej formie, po ręcznym przepisaniu danych do arkusza Excel lub bez pełnej informacji o rewizji. W efekcie firma traci kontrolę nad tym, która wersja produktu jest faktycznie projektowa, która została przekazana do produkcji, a która obowiązuje w zakupach.
Nie jest to wyłącznie problem techniczny. To problem organizacyjny i biznesowy. Jeżeli przepływ danych między CAD/PLM a ERP jest ręczny, każda zmiana konstrukcyjna wymaga dodatkowej pracy, weryfikacji i komunikacji między działami. Im więcej produktów, wariantów, rewizji i pozycji BOM, tym większe ryzyko błędów oraz opóźnień.
Dlatego integracja CAD/PLM z ERP powinna być traktowana jako element zarządzania informacją o produkcie, a nie jako prosty eksport pliku. Jej celem jest zapewnienie, że zatwierdzone dane techniczne trafiają do systemów biznesowych w sposób kontrolowany, powtarzalny i zgodny z procesem firmy.
Dwie strony tego samego procesu: perspektywa konstrukcji i perspektywa biznesu
Aby dobrze zaprojektować integrację, trzeba zrozumieć potrzeby obu stron: działu konstrukcyjnego oraz działów operacyjnych pracujących w ERP.
Z perspektywy konstrukcji najważniejsza jest poprawność techniczna produktu. Konstruktor pracuje na modelach CAD, tworzy złożenia, definiuje części, przygotowuje dokumentację wykonawczą i zarządza zmianami projektowymi. System PDM/PLM pomaga mu kontrolować wersje, rewizje, zależności między plikami, statusy dokumentów oraz historię zatwierdzeń.
Dla konstruktora kluczowe pytania brzmią: czy dokumentacja jest kompletna, czy model i rysunek są zgodne, czy obowiązuje właściwa rewizja, czy pliki zostały zatwierdzone i czy można je przekazać dalej?
Z perspektywy ERP najważniejsza jest możliwość wykorzystania tych danych w procesach biznesowych. System ERP potrzebuje indeksów materiałowych, struktur BOM, jednostek miary, danych do zakupów, informacji o kosztach, dostępności materiałów oraz powiązań z marszrutami technologicznymi. Dla produkcji i zakupów sam model CAD nie jest wystarczający. Potrzebna jest informacja, co należy kupić, z czego wykonać wyrób, w jakiej ilości, według jakiej wersji i kiedy.
Dla ERP kluczowe pytania brzmią: czy dana część istnieje jako indeks, czy ma poprawne jednostki, czy jej rewizja jest aktualna, czy struktura BOM jest kompletna i czy można ją wykorzystać w planowaniu MRP?
Integracja powinna połączyć te dwie perspektywy. PDM/PLM odpowiada na pytanie: co zostało zaprojektowane i zatwierdzone? ERP odpowiada na pytanie: jak to kupić, wyprodukować, policzyć i dostarczyć? Dobrze zaprojektowany proces integracji sprawia, że odpowiedzi na oba pytania są spójne.
eBOM i mBOM — nie chodzi tylko o listę części
Jednym z najczęstszych źródeł nieporozumień przy integracji CAD/PLM z ERP jest traktowanie BOM jako jednej, uniwersalnej listy części. W praktyce w firmie produkcyjnej funkcjonują różne spojrzenia na strukturę produktu:
- eBOM (Engineering Bill of Materials) to konstrukcyjna lista materiałowa. Powstaje w środowisku CAD i jest zarządzana w PDM lub PLM. Odzwierciedla sposób, w jaki produkt został zaprojektowany. Pokazuje części, podzłożenia, relacje konstrukcyjne, konfiguracje i powiązania z dokumentacją techniczną. eBOM jest naturalny dla działu konstrukcyjnego. Odpowiada strukturze modelu 3D i dokumentacji projektowej. Może zawierać informacje takie jak numer rysunku, materiał, masa, rewizja, nazwa części czy powiązanie z konkretną konfiguracją.
- mBOM (Manufacturing Bill of Materials) to produkcyjna lista materiałowa. Jest wykorzystywana w ERP, technologii i planowaniu produkcji. Może różnić się od eBOM, ponieważ pokazuje produkt z punktu widzenia jego wytworzenia. Może zawierać elementy, których nie ma w modelu CAD, na przykład kleje, farby, smary, opakowania, materiały pomocnicze lub półprodukty.
Różnica między eBOM i mBOM nie oznacza błędu. To naturalny efekt tego, że konstrukcja i produkcja patrzą na ten sam produkt z różnych perspektyw. Problem zaczyna się wtedy, gdy firma nie ma jasnej reguły, jak dane konstrukcyjne mają przechodzić do danych produkcyjnych.
W wielu przypadkach najbezpieczniejszym podejściem jest przekazywanie z PDM/PLM do ERP zatwierdzonego i zwalidowanego eBOM, a następnie uzupełnianie go w ERP lub przez dział technologii o elementy produkcyjne. Integracja nie powinna bezrefleksyjnie zamieniać każdego modelu CAD w gotowy mBOM. Powinna natomiast zapewnić, że dane wejściowe are poprawne, aktualne i jednoznaczne.
To ważne rozróżnienie. Celem integracji nie jest tylko „przepchnięcie BOM do ERP”. Celem jest zbudowanie kontrolowanego procesu, w którym konstrukcja, technologia i produkcja pracują na zgodnych danych, ale każda strona zachowuje odpowiedzialność za swój obszar.
Co naprawdę powinno być integrowane?
W wielu firmach rozmowa o integracji CAD/PLM z ERP zaczyna się od pytania: „Czy możemy wysłać BOM do ERP?”. To dobry punkt startowy, ale zbyt wąski. Sama lista części nie wystarczy, aby proces był stabilny.
W praktyce integracja powinna obejmować kilka grup danych:
- Pierwszą z nich są kartoteki indeksów materiałowych. Jeżeli nowa część powstaje w konstrukcji, ERP musi wiedzieć, czy trzeba utworzyć nowy indeks, czy powiązać ją z istniejącym. Ważne są tutaj numery części, nazwy, opisy, jednostki miary, klasyfikacje, materiały i statusy.
- Drugą grupą są struktury BOM. System ERP powinien otrzymać informację, z jakich komponentów składa się wyrób lub podzespół, w jakich ilościach i według jakiej rewizji. W zależności od procesu firmy może to być struktura jedno- lub wielopoziomowa.
- Trzecią grupą są dane rewizyjne i statusy. To one decydują, czy dana wersja produktu może zostać użyta w produkcji. Bez kontroli rewizji łatwo doprowadzić do sytuacji, w której dział zakupów zamawia komponent według starej dokumentacji, a produkcja otrzymuje już nowy rysunek.
- Czwartą grupą są dokumenty neutralne, takie jak PDF, STEP, DXF lub inne pliki wymagane przez produkcję, kooperantów albo kontrolę jakości. W wielu firmach ERP nie potrzebuje pełnych plików CAD, ale potrzebuje zatwierdzonych dokumentów wykonawczych lub technologicznych.
- Piątą grupą są komunikaty zwrotne. Integracja nie powinna działać tylko w jedną stronę. Jeżeli ERP utworzył indeks, odrzucił BOM albo wykrył błąd w danych, informacja powinna wrócić do PDM/PLM. Użytkownik powinien wiedzieć, czy operacja zakończyła się sukcesem, czy wymaga poprawki.
Dopiero połączenie tych elementów daje realną wartość. Integracja BOM bez statusów, rewizji i obsługi błędów może być tylko szybszą wersją ręcznego eksportu. Integracja procesu daje firmie kontrolę nad przepływem informacji o produkcie.
Architektura integracji — od prostego eksportu do stabilnego procesu
Architektura integracji powinna być dopasowana do skali firmy, liczby produktów, złożoności BOM, częstotliwości zmian oraz możliwości systemu ERP. Nie każda organizacja potrzebuje od razu rozbudowanej szyny integracyjnej. Jednocześnie zbyt prosty eksport plikowy może szybko stać się ograniczeniem.
Najprostszym wariantem jest integracja plikowa. System PDM/PLM generuje plik CSV, XML lub XLSX, który następnie jest importowany do ERP. Taki model może być dobry jako pierwszy etap automatyzacji, szczególnie tam, gdzie proces jest prosty, a liczba zmian niewielka. Jego zaletą jest czytelność i niski próg wejścia. Wadą jest ograniczona obsługa błędów, ryzyko pracy na nieaktualnym pliku oraz często słaba dwukierunkowość.
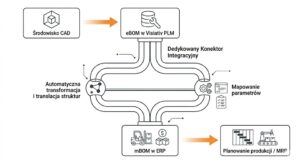
Bardziej dojrzałym rozwiązaniem jest dedykowany konektor między PDM/PLM a ERP. Konektor może mapować pola, filtrować dane, uruchamiać eksport na podstawie statusu workflow, tworzyć pliki wymiany lub komunikować się bezpośrednio z ERP. Taki wariant pozwala znacznie lepiej kontrolować proces i ograniczyć udział człowieka.
W bardziej złożonych środowiskach stosuje się integrację usługową, API, middleware, kolejki komunikatów lub szynę danych. Jest to podejście właściwe dla firm, które łączą wiele systemów: PDM, PLM, ERP, MES, CRM, BI lub platformy chmurowe. Taka architektura ułatwia skalowanie, monitorowanie, ponawianie operacji i obsługę sytuacji, w których jeden z systemów jest czasowo niedostępny.
Niezależnie od wybranego wariantu ważne są te same zasady: dane muszą być walidowane, operacje powinny być rejestrowane, błędy muszą być czytelne, a proces powinien być powtarzalny. Integracja nie może opierać się na wiedzy jednej osoby ani na ręcznym pilnowaniu kolejnych kroków.
Najlepsza architektura to nie zawsze ta najbardziej rozbudowana. Najlepsza jest ta, która odpowiada realnemu procesowi firmy, jest możliwa do utrzymania i pozwala rozwijać integrację w kolejnych etapach.
Analizy procesów przedwdrożeniowych w sektorze produkcji maszyn przemysłowych oraz automotive jednoznacznie wskazują na mierzalny, bezpośredni wpływ automatyzacji przepływu danych na efektywność biznesową firm sektora mid-market.
Według niezależnych raportów instytutu badawczego Tech-Clarity (specjalizującego się w analizie systemów PLM/ERP), inżynierowie w firmach pozbawionych integracji spędzają nawet do jednej czwartej swojego czasu na zadaniach niezwiązanych z projektowaniem – głównie na walidacji danych i ręcznym wprowadzaniu struktur BOM. Z kolei badania Aberdeen Group potwierdzają, że automatyczna integracja systemów inżynierskich z biznesowymi pozwala osiągnąć następujące, mierzalne rezultaty operacyjne, które Visiativ Poland regularnie potwierdza podczas własnych audytów technologicznych u klientów:
| Mierzony parametr procesu | Metoda tradycyjna (Manualna) | Metoda skonsolidowana (PLM + ERP) |
|---|---|---|
| Czas wprowadzenia zmian (ECO) | 3–5 dni roboczych | Kilka minut (w czasie rzeczywistym) |
| Ryzyko zamówienia błędnego komponentu | Średnio 4–6% pozycji w zamówieniu | Bliskie 0% (pełna spójność indeksów i rewizji) |
| Czas inżyniera poświęcony na administrację | Do 25% czasu pracy w tygodniu | Poniżej 2% (pełna automatyzacja eksportu) |
Workflow jako punkt kontrolny: kiedy dane mogą trafić do ERP?
Jednym z najważniejszych elementów bezpiecznej integracji jest określenie momentu, w którym dane mogą zostać przekazane do ERP. Automatyzacja nie powinna polegać na tym, że każda zmiana w CAD natychmiast trafia do systemu biznesowego. To mogłoby tylko przyspieszyć powstawanie błędów.
Najbezpieczniejszym punktem uruchomienia integracji jest zwykle zmiana statusu w workflow PDM/PLM, na przykład przejście dokumentacji do statusu „Zatwierdzone do produkcji”. Taki status oznacza, że dokumentacja przeszła określoną ścieżkę akceptacji i może zostać wykorzystana poza działem konstrukcyjnym.
Przed eksportem system powinien sprawdzić kompletność danych. Walidacji mogą podlegać między innymi numery części, nazwy, materiały, jednostki, masa, rewizja, powiązanie rysunku z modelem, poprawność konfiguracji oraz obecność wymaganych plików neutralnych.
Jeżeli dane are niekompletne, proces powinien zostać zatrzymany. Użytkownik powinien otrzymać jasny komunikat, co należy poprawić. To bardzo ważne, ponieważ integracja nie może przenosić do ERP danych przypadkowych, roboczych lub niepełnych.
Po pozytywnej walidacji system może uruchomić eksport. W zależności od architektury może to oznacznaczenie utworzenie pliku wymiany, wywołanie usługi API, zapis do kolejki komunikatów albo przekazanie danych do konektora. Po stronie ERP następuje utworzenie lub aktualizacja indeksów, BOM i powiązanych danych.
Na końcu procesu powinien pojawić się komunikat zwrotny. PDM/PLM powinien wiedzieć, czy dane zostały poprawnie przyjęte przez ERP. Jeżeli pojawił się błąd, powinien być widoczny dla użytkownika lub administratora. Dzięki temu proces nie kończy się „w czarnej skrzynce”, tylko pozostaje kontrolowany.
")
