
































 ogłaszają strategiczną współpracę, aby przyspieszyć rozwój centrów danych AI")














Sterowanie aplikacjami przenoszenia i podawania produktów w przylegających do siebie maszynach jest zwykle sporym wyzwaniem dla integratorów automatyki. Firmy Polytron i Finesse Manufacturing oferują maszyny z usprawnionymi funkcjami chwytania i przenoszenia elementów pomiędzy ruchomymi taśmami, zasobnikami buforowymi itp.
Dwie maszyny z ruchomymi elementami, współpracujące ze sobą i blisko ustawione, mogą na siebie wzajemnie oddziaływać, blokować się, przycinać, podobnie jak dwie osoby biegnące w wyścigu w parach, z przywiązanymi do siebie nogami. Takie powiązanie przyczynia się zwykle do znaczącego ograniczenia szybkości ich przemieszczania się oraz niekorzystnego oddziaływania (np. potknięć, szturchnięć) na wzajemną kondycję biegaczy. Ponieważ procesy produkcyjne we współczesnych zakładach przemysłowych są silnie zautomatyzowane, wszelkie chwilowe zablokowania, przerwy w realizacji zadania na jednaj maszynie mogą destabilizować płynność pozostałych, współpracujących z nią urządzeń ? np. podajników. W procesie powstaje ogólne zamieszanie. Ma to szczególne znaczenie zwłaszcza w aplikacjach o wysokim poziomie zależności kolejnych etapów produkcji od poprawnie wykonanych zadań w etapach poprzednich, np. gotowanie czy mrożenie produktów oraz ich pakowanie, pasteryzacja, które realizowane są w trybie ciągłym.
W większości maszyn konstruowanych dla tego typu aplikacji krótkie przerwy i związane z nimi zatrzymania uwzględniane są poprzez instalację tzw. buforów, które minimalizują skutki nagłych zatrzymań, zatorów oraz wstrzymują ruch produktów na taśmach, w chwytakach itp. Jedną z najprostszych i ?najtańszych? metod buforowania jest odłożenie produktów na składowisko, a później ich ręczne załadowanie z powrotem na linię produkcji lub pakowanie ręczne poza procesami produkcyjnymi. Takie działanie może mieć jednak negatywny wpływ na jakość produktów, wydajność ogólną produkcji i generować dodatkowe koszty.
Dlatego buforowanie wymaga wprowadzenia bardziej zaawansowanych metod i działań, łączących w sobie usprawnienie oraz zautomatyzowanie czynności związanych z samym składowaniem produktów i ich przywracaniem na linię produkcyjną lub przygotowaniem do pakowania. Przy czym ważnym elementem jest tu organizacja i przewidywalność czasowa tych czynności.
Do drugiej połowy lat 90. ubiegłego stulecia wykorzystywano kilka rozwiązań w zakresie buforowania na liniach produkcyjnych w przemyśle. Pod koniec dekady producenci żywności zaczęli eksperymentować i modyfikować systemy przywracające produkty buforowane w czasie przerw produkcyjnych, projektując nowe urządzenia obsługujące jednak tylko pewne wyselekcjonowane produkty, z reguły sztywne, o ustalonej bryle i gabarytach. Okazało się to alternatywnym, nowatorskim działaniem w stosunku do dostępnych ówcześnie na rynku rozwiązań komercyjnych.
W roku 2002 partnerskie firmy Polytron i Finesse Manufacturing Solutions opracowały i zaproponowały w rozwiązaniu komercyjnym system przywracania produktów po buforowaniu, ze zautomatyzowaniem podstawowych czynności zbierania, składowania, identyfikacji i przenoszenia różnych produktów, nawet bardzo skomplikowanych i niejednorodnych. Konstrukcja zrewolucjonizowała podejście do projektowania i organizacji maszyn przemysłowych obsługujących procesy w ruchu, sprzężonych ze sobą, zwłaszcza z produktami i elementami trudnymi do przenoszenia ? elastycznymi, zawijanymi, miękkimi itp. Elementy składowe współczesnego systemu przywracania i ładowania produktów/elementów na linię produkcyjną oferują wiele funkcji:
- odbiór produktów/elementów z podajników lub podawanych ręcznie,
- buforowanie produktów w lejach, pochylniach samowyładowczych, odpowiednio dopasowanych do danego typu produktów, elementów,
- kontrolę ciągłego strumienia produktów/elementów,
- separację pojedynczych produktów z grupy,
- zorientowanie położenia produktów/elementów w celu dostosowania do współpracy w maszynach w kolejnym etapie procesu (np. maszyna pakująca),
- pozycjonowanie produktów względem siebie ? zachowanie stałych odstępów,
- inspekcję i sortowanie produktów/elementów według odpowiedniego wzorca graficznego i ewentualne eliminowanie elementów/produktów uszkodzonych,
- synchronizację ładowania elementów zgodnie z cyklem, taktowaniem pracy na kolejnych etapach produkcji.
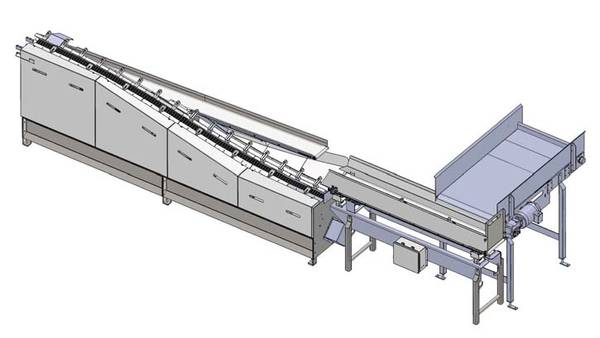
Idea organizacji takiego systemu pokazana jest schematycznie na rys. 1. Widocznych jest na nim kilka elementów:
- Lej samowyładowczy (po prawej stronie) dostarcza produkty/elementy z ręcznego lub automatycznego podajnika, przytrzymuje je zgrupowane i wprowadza kolejno elementy/produkty na żądanie z systemu.
- Taśmociąg ze specjalnymi celkami odbiera produkty/elementy z leja.
- ?Inteligentne? moduły sterujące, obsługując wyodrębnione sekcje na taśmociągu, przy wykorzystaniu odpowiednich czujników orientują odpowiednio elementy, wprowadzają odpowiednie odstępy między nimi i dostosowują do rytmu pracy kolejnych urządzeń w procesie produkcji.
- W zależności od potrzeb mogą być zainstalowane dodatkowe moduły orientujące na podstawie obrazów graficznych.
Omawiane rozwiązania systemowe mają charakter aplikacji typu plug-in, a zatem uniwersalnego dodatku, który może być wykorzystany w różnych aplikacjach, procesach produkcyjnych. Poprawnie przeprowadzona ich implementacja może pomóc szybko ograniczyć straty oraz wspomóc pracęsystemów automatyki procesu produkcyjnego. Stąd główne wyzwanie stojące przed integratorami i automatykami ? jak skutecznie i efektywnie zaaplikować system ładowania elementów/produktów w ciągu linii produkcyjnej, uwzględniając czynniki techniczne i organizacyjne całej linii, ale również ekonomiczne, np. wskaźnik zwrotu inwestycji ROI. Na szczęście systemy tego typu są na tyle uniwersalne i elastyczne w dostosowaniu do różnych aplikacji, że ich instalacja i uruchomienie są stosunkowo łatwe i możliwe do przeprowadzenia niemal w każdym miejscu większej linii produkcyjnej.
Technologia ma jednak swoje wymagania, dlatego pojawia się kilka kwestii technologicznych, jakie trzeba wziąć pod uwagę, organizując systemy buforowania i ponownego załadunku produktów. Wybierając konkretne rozwiązanie systemowe, trzeba sprawdzić, czy będzie ono współpracowało z technologiami zaimplementowanymi już na danej linii produkcyjnej. Takie dopasowanie znacznie ułatwi implementację nowego systemu zarówno w liniach już istniejących, jak i przy nowych projektach. Istotne jest również, by nowy system bazował na otwartej architekturze organizacji sieci wymiany danych, ze standardowymi protokołami używanymi w automatyce przemysłowej, dzięki czemu możliwa będzie jego szybka i efektywna integracja ze stosowanymi w zakładach przemysłowych systemami MES czy ERP. Jeżeli w danym zakładzie przemysłowym automatyka linii produkcyjnej bazuje na sterownikach PLC, dodawany system buforowania i przywracania produktów na linię również powinien mieć własny sterownik PLC lub umożliwiać włączenie do takiej architektury systemowej. W wielu przypadkach instalację i połączenie systemu ułatwiają zdalne moduły I/O. Dostępne w systemie panele HMI umożliwiają personelowi obsługi swobodę doboru parametrów pracy, ustalenie wymiarów przedmiotów, produktów, szybkości poruszania się ich po linii produkcyjnej itp. Zapewnia to wysoki poziom elastyczności systemu i możliwość obsługi różnego typu produktów/elementów.
Jako układy napędowe najlepiej sprawdzają się w takich aplikacjach silniki krokowe, nie serwonapędy. Dzięki ich implementacji obniżają się koszty, nie ma potrzeby instalowania skomplikowanych przekładni oraz dodatkowego okablowania. Oprogramowanie odpowiedzialne za pomiary i wymiarowanie działa według ustalonego, jednolitego standardu oraz sprawdzonych algorytmów, co pozwala na redukcję kosztów związanych z zakupem drogich, specjalistycznych urządzeń. W ten sposób zasoby sprzętowe mogą być lepiej dostosowane do wymagań specyfikacji użytkownika.
Nie tylko buforowanie?
Co jednak robić, gdy rosną wymagania aplikacji produkcyjnej, choćby ze względu na zmianę profilu produkcji, wprowadzenie nietypowych, zróżnicowanych elementów i produktów, dodatkowo wykonanych z trudnych do uchwycenia materiałów, produktów poddawanych wieloetapowej obróbce termicznej, gotowaniu, mrożeniu itp. Najczęściej w takich przypadkach największym wyzwaniem jest proces sprawnego i poprawnego pakowania gotowych produktów, wymagający zaangażowania skomplikowanych urządzeń i maszyn pakujących, z dokładnymi i złożonymi funkcjonalnie oraz parametrycznie algorytmami pracy. Wymagają one również dobrej synchronizacji, precyzyjnego zliczania wykonanych już kroków, koordynacji ruchów i kierunku przemieszczania poszczególnych przedmiotów, opakowań itd.
Tego typu aplikacje to kolejny obszar możliwego zastosowania wspomnianych wcześniej systemów buforowania i ponownego załadunku produktów na linię produkcyjną. W rzeczywistości spełniają one bowiem bardzo podobne funkcje jak układy pobierania produktów z linii i ich sortowania, pakowania. Mogą zatem w razie potrzeby zastąpić je, co przekłada się dla użytkownika na szybszy zwrot inwestycji. Implementacja odpowiedniego sprzętu w odpowiednim miejscu zapewnia sprawną realizację procesów przenoszenia, sortowania i pakowania produktów. W efekcie końcowym możliwe jest rozprzężenie linii produkcyjnej i maszyn sortująco-pakujących, dzięki czemu oba te procesy mogą być lepiej zarządzane i skoordynowane, nawet w przypadku wystąpienia ewentualnych opóźnień czy przerw w pracy wieloetapowej linii produkcyjnej.
Przykład aplikacji ? pakowanie paczek owoców
Aplikacja ? uwarunkowania: Światowy producent paczek z owocami, wykorzystywanych w handlu i owocarniach, poszukuje unikatowego systemu pakowania końcowego produktów, łączącego w sobie funkcje samego pakowania, zarządzania i sortowania. Wymogi stawiane systemowi to przede wszystkim możliwość łączenia różnych owoców w pojedynczym opakowaniu według zadanych proporcji, możliwość dynamicznej, szybkiej zmiany asortymentu i miksu owoców w zależności od aktualnych zapasów zlokalizowanych na składzie i w lejach samowyładowczych oraz obsługa paczek o różnych wymiarach, wykonanych z różnego typu materiałów, nawet tych trudnych do uchwycenia przez chwytaki.
Wyzwanie: Produkcja paczek z owocami to proces skomplikowany, prowadzony na półproduktach cechujących się ograniczonym okresem przydatności i wysokim poziomem wrażliwości na wszelkie odstępstwa od zadanych parametrów (np. temperatury gotowania, schłodzenia, parzenia itp.). Ponadto sam proces musi być prowadzony bardzo uważnie, według ściśle zaprogramowanych harmonogramów czasowych i sam z siebie jest niezwykle wrażliwy na wszelkie nieprzewidziane sytuacje. Ich wystąpienie skutkuje natychmiast znaczącym nagromadzeniem się półproduktów lub produktów w jednym miejscu, trudnościami z ich buforowaniem i rozładowaniem, a ze względu na wspomniany charakter półproduktów (owoce) wiąże się ze znacznymi stratami.
Rozwiązanie: W oddziale pakowania produktów zainstalowano system ponownego ładowania produktów o bardzo skomplikowanej i zaawansowanej strukturze, który zapewnił uzyskanie sporej elastyczności w organizacji i zarządzaniu procesem pakowania, w zasadzie eliminując zgubne skutki ewentualnych zaburzeń w realizacji wcześniejszych procesów przetwórczych na linii produkcyjnej. Funkcje buforowania oraz wykorzystanie architektury sterowników PLC w koordynacji działań różnych elementów i urządzeń systemu ładowania produktów umożliwiły jego działanie w reżimie zaawansowanego funkcjonalnie układu sortowania i pakowania końcowego produktu zakładu. Sam system składa się z czterech dwuliniowych maszyn ładujących produkty, sprzężonych z podajnikami i lejami samowyładowczymi, wyposażonymi na końcu w jednostki kontrolne i porównawcze, zapewniające weryfikację produktów wchodzących do opakowania. Dzięki nim system automatycznie i dynamicznie zmienia miks owoców w opakowaniach w ramach dopuszczalnych, ustalonych granic, urządzenia sterujące przesuwem taśmociągu z opakowaniami są ściśle zintegrowane ze sterownikami odpowiedzialnymi za pracę lejów i podajników.
Efekt: Nowy system pakowania produktów wprowadził nową jakość w zakresie organizacji procesów sortowania, dozowania i pakowania produktów. Ograniczono straty produktów dzięki ścisłej kontroli zasobów dostępnych na stosach buforowych i w lejach samowyładowczych, zwiększono przepustowość, a tym samym wydajność na końcowych etapach produkcji. Spadło też zapotrzebowanie na siłę roboczą w dziale pakowania, a system zapewnia producentowi szeroki zakres swobody w doborze wielkości i materiałów, z jakich wykonywane są opakowania.
Opracował dr inż. Andrzej Ożadowicz, AGH Kraków
CE